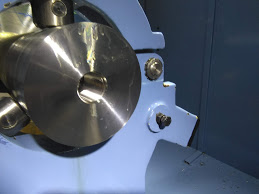
ネジ切りです。
とはいえ、全加工サーフで行ってますが・・。
材料はSUS630H
失敗できないので、サンプルを用意して
試し削り。

以前近いものはやったことがあったのですが、
久しぶりの加工のため、念には念をいれ加工します。
切削音・キリコの出具合 研ぎ澄まして確認していました。
ネジ切りです。
とはいえ、全加工サーフで行ってますが・・。
材料はSUS630H
失敗できないので、サンプルを用意して
試し削り。
以前近いものはやったことがあったのですが、
久しぶりの加工のため、念には念をいれ加工します。
切削音・キリコの出具合 研ぎ澄まして確認していました。
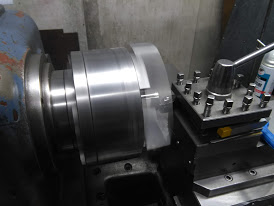
サーフでは、つかみ込む生爪があわないと自作します。
きっちり精度をだすには、つかむものもピッタリの方が当然いいに決まってます。

旋盤テーブルには、かなりの数の生爪があります・・。
今回は後程ご紹介しますが、厳しい加工が待っています。

完成した生爪です。
活躍してくれることでしょう!
月曜に関西で2件打ち合わせがあるため、
社長が26日 日曜に出発です。
午前中に滋賀県で午後大阪での打ち合わせとなります。

エスティマにてつみこみ。
白のエスティマで後ろにサーフのHPアドレスが入っています。

中には、
こんなものが

最近、稼働のなかった「ミニのぼるくん」です。
活躍して帰ってくると思います!
機械部品のホイールです。
サイズはφ125*60 内外径の加工と高周波焼き入れもあります。


LB15Ⅱにて荒削り後、高周波焼き入れへ

再度LB15Ⅱにて仕上げです。

サーフには知財についてすごく頼もしい方々が
支援チームとして活動頂いております。
許可を頂いておりませんのでまだお名前はふせておきます。
本日は10:00から弊社知財支援チームとの打ち合わせでした。

神奈川中小企業センターです。

KIP様・発明協会様・弁理士の先生・アドバイザー等
ご指導頂いています。
なかなかサーフと似たような環境で知財までバッチリというような会社様は
ないと思います。
知財??というところが多いはずです。
サーフも最初はそうでしたが、だんだん理解し有用活用できる道を
勉強しながら開始しはじめたところです。
何かありましたら仲介は致しますので。
以前1次加工したフランジ溶接軸が戻ってきました。
段付き仕上げ加工です。
フランジφ450*25
シャフトφ150*400

軸部だけでなくフランジ部も仕上げます。

キー加工して納品です。
FBの19t*100*1695の穴あけ加工です。
穴の総数は31箇所です。
一人で持てることは持てるのですが、
作業ステージに丁寧には乗せられない重さです。

位置決めをして
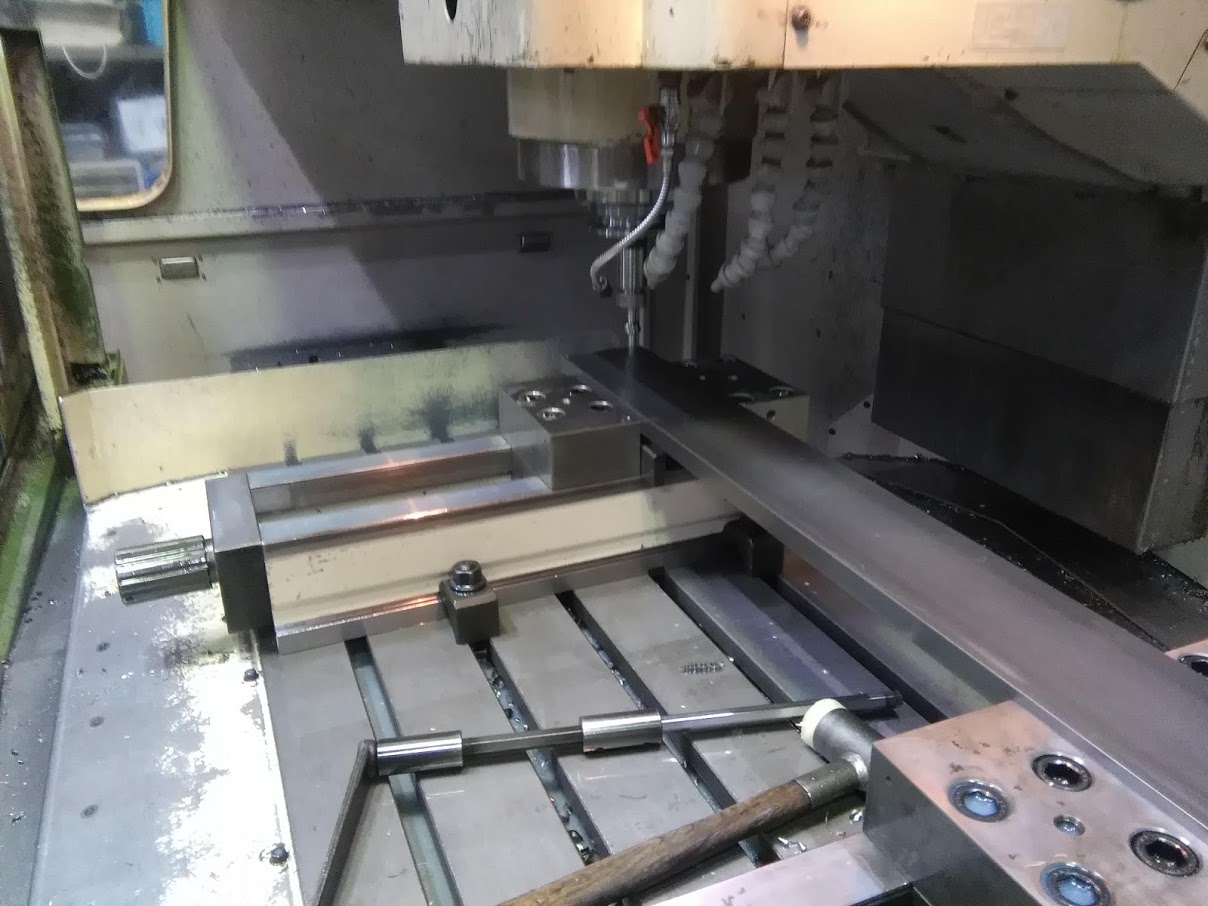
中央に長穴6か所・端部はモミツケのみ行います。

端部はM6タップ加工で、ひと工夫をして
ボール盤で穿孔とタップ切りをします。
マシニングでこれだけ細いタップ切りはリスクが高いです。
最後のひとつで折れたりしたら・・・。
丸棒とパイプの全長決めとパイプの内径切削。
全長決めも切り口がまっすぐでなかったため、両側を切削しました。
次~内径です。
こっちは目で追えなくなるため、音とキリコで判断とのこと。
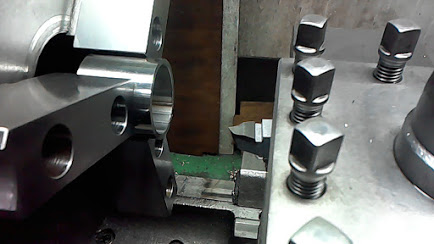
キリコが引っ掛かったりするので、注意が必要です。
何度も測定していました。
公差をはずすと当然ながらNGになってしまいますので・・

NGは出しておりません!
引き続きアップしていきます!!
サーフから割と近い「洗い職人」クリーニング屋さんです。
よろしければご利用ください。
HPもございます。
http://www.navida.ne.jp/snavi/5504_2.html
斎藤社長が遊びに来てくれました。
バイク仲間だったらしく・・初耳でしたが
ハーレーウルトラ(flhtcu2009)のオーナーだそうです。

大量の差し入れを頂きました。
有難うございます。
今度ウルトラも乗っけます!
ブレーキのレバー部がしっくりきていないとの相談もあり、
根本がアルミブロックから削りだしましょう!
設計して頂ければ対応します!!
これから配送とのことでお出かけされました。
サーフのメイン事業である旋盤加工ですが、
なかなか人員的に限界もあって、なくなくお断りしなければならないこと
も多く、ご迷惑をお掛けすることもありました。
すぐに、仕事量が莫大に増えるというわけにはいきませんが、
社内にて旋盤加工技術を出来る人数を増やそうと思い、
普段は溶接メインで余裕のある場合に旋盤加工を
勉強させているところです。
まずは汎用旋盤で基本技術から
全長決め。

ちなみに胴体部は、仕上がっています。
キー加工も。

見ながら、聞きながら、削っています。
今後も上達していく様子を発信していければと思います。